

商铺名称:聊城市众顺钢材有限公司
联系人:王经理(先生)
联系手机:
固定电话:
企业邮箱:706568171@qq.com
联系地址:聊城市汇通国际金属物流园
邮编:252000
联系我时,请说是在泵阀网上看到的,谢谢!
商品详情
具有过滤速度快、性能稳定、滤板、有高温板、常温板、防酸、防碱、耐腐蚀、密封性能好、滤饼脱水率高、洗涤均匀、固液分离效果极好、压滤机过滤面积:.5m2-1m2;规格型号有:45638112515225型,φ8、φ1板框材质有增强聚、玻璃纤维聚、高分子、不锈钢、铸铁、球铁、铸钢、铝黄铜等,压紧方式有手动、千斤顶、机械、液压、程控自动保压,微机程控全自动等;规格齐全,价格优。
660*80无缝钢管--20#无缝钢管660*80可切割
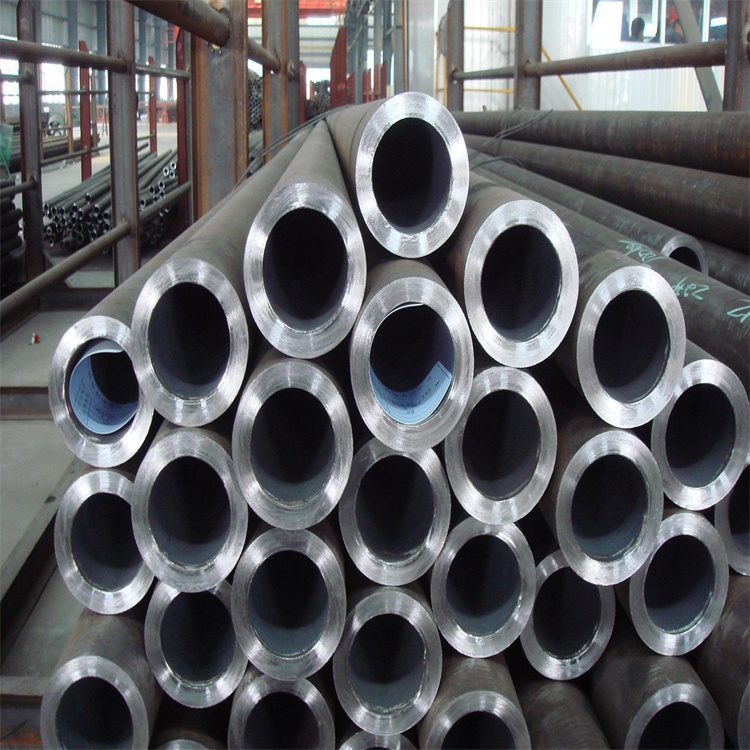



20#无缝钢管材质为20#钢,强度比15#稍高,很少淬火,无回火脆性。冷变形塑性高、一般供弯曲、压延、弯边和锤拱等加工,电弧焊和接触焊的焊接性能好,气焊时厚度小,外形要求严格或形状复杂的制件上易发生裂纹。切削加工性冷拔或正火状态较退火状态好、一般用于制造受力不大而韧性要求高的工件。
1.1钢管公称外径为88.9mm,公称壁厚为6.45mm。
1.2 钢管的外径和壁厚允许偏差应符合表1的规定。 表 外径允许偏差+ 0.50mm~0.20mm 壁厚允许偏差 + 0.97mm~0.77mm 。
2 钢管的通常长度为9400mm~9750mm。
3 外形 3.1 钢管的弯曲度不得大于1.0mm/m。
3.2 钢管两端端面应与钢管轴线垂直,切口毛刺应予清除。
4 重量 钢管按实际重量交货,亦可按理论重量交货。钢管每米理论重量为13.115kg/m。
5.钢管的成品化学成分允许偏差应符合GB/T 222的有关规定。
6.交货状态 钢管以热轧状态交货。
7.力学性能 经适当热处理,钢管的力学性能应达到API SPEC 5CT 中N80钢级的要求。
8.密实性 钢管应逐根进行涡流探伤以检验钢管的密实性,涡流探伤对比试样人工缺陷通孔直径为φ2.2mm±0.01mm。
填料函主要由填料,水封环,填料筒,填料压盖,水封管组成。填料函的作用主要是为了封闭泵壳与泵轴之间的空隙,不让泵内的水流不流到外面来也不让外面的空气进入到泵内。始终保持水泵内的真空。当泵轴与填料摩擦产生热量就要靠水封管住水到水封圈内使填料冷却。保持水泵的正常运行。所以在水泵的运行巡回检查过程中对填料函的检查是特别要注意。在运行6个小时左右就要对填料进行更换。离心泵的过流部件离心泵的过流部件有:吸入室,叶轮,压出室三个部分。

并对法兰和焊接连接做了二次处理的规定。规范条文已向卡箍连接技术倾斜。空调冷热水管道使用镀锌钢管已成为大部分设计人员的普遍做法。空调水系统水质对系统的安全和经济运行起到至关重要的作用。既然消防管道都强制性使用了镀锌钢管,没有理由空调水系统不使用镀锌钢管。《自动喷水灭水系统施工及验收规范》(GB526-96)23年版第5..3条规定:“管网安装应采用螺纹、沟槽式管接头或法兰连接”;.4A7条规定:用沟槽式管接头连接时,“埋地、水泵房内管道连接应采用柔性连接方式,埋地的沟槽式管接头螺栓、螺帽应做防腐处理。
钢管作为钢铁产品的重要组成部分,因其制造工艺及所用管坯形状不同而分为无缝钢管(圆坯)和焊接钢管(板,带坯)两大类。
无缝钢管 因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。
工艺流程
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→质检壁厚→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→质检壁厚→水压试验(探伤)→标记→入库。
制造和焊接时加热温度和加热速度在不锈钢敏化温度区域(约425-815℃)时,材料中过饱和碳就会在晶粒边界首先析出,并与铬结合形成碳化铬Cr23C6,此时碳在奥氏体内的扩散速度比铬扩散速度大,铬来不及补充晶界由于形成碳化铬而损失的铬,结果晶界的铬含量就就随碳化铬的不断析出而不断降低,形成所谓的贫铬区,使电垫能减弱,钝化层耐腐蚀能力下降。当与介质中Ci-等腐蚀介质接触时,就会引起微电池腐蚀。虽然腐蚀仅在晶粒表面,但却迅速深入内部形成晶间腐蚀。

在长寿高炉方面高炉长寿技术是个系统工程,要采取综合技术措施。我国高炉长寿发展很不均衡,平均寿命仅为5年~10年,与国外高炉相比还存在较大差距。近些年高炉炉缸侧壁温度异常升高甚至炉缸烧穿的案例明显增加,说明我国高炉炉缸长寿还存在着较大问题。值得注意的是,2010年以来,随着高炉冶炼的强化,有些钢铁企业出现了铜冷却壁损坏的问题,值得进一步研究和改进。在提高热风温度方面提高风温能有效降低焦比和燃料比、降低生产成本,是当前钢铁行业可持续发展、实现低碳冶炼的关键技术。
用途分类
GB/T8162-2008(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。
GB/T8163-2008(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。
GB3087-2008(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。
GB5310-2008(高压锅炉用无缝钢管)。主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、12Cr1MoVG、15CrMoG等。
GB5312-1999(船舶用碳钢和碳锰钢无缝钢管)。主要用于船舶锅炉及过热器用I、II级耐压管等。代表材质为360、410、460钢级等。
GB1479-2000(高压化肥设备用无缝钢管)。主要用于化肥设备上输送高温高压流体管道。代表材质为20、16Mn、12CrMo、12Cr2Mo等。
GB9948-2006(石油裂化用无缝钢管)。主要用于石油冶炼厂的锅炉、热交换器及其输送流体管道。其代表材质为20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。
GB18248-2003(气瓶用无缝钢管)。主要用于制作各种燃气、液压气瓶。其代表材质为37Mn、34Mn2V、35CrMo等。成型加工
对2000m3高炉高焦比原因进行了分析,探讨进一步降低燃料消耗、提高喷煤比的有效措施。2高焦比原因分析2.1高炉自身设计问题从高炉炉型参数可以看出,邯钢2O00m3高炉高径比较小,仅为2.217,为矮胖型高炉,炉料和煤气在炉内停留时间短,不利于炉料的预热和还原,不利于煤气的化学能和热能的充分利用。炉缸直径较大,为10500mm,同时受场地限制,设计为铁口夹角成9O。的西、北两个出铁场,布置不合理,对炉缸工作均匀、活跃不利,不利于低Si冶炼。

E尾矿处理密地选矿厂马家田尾矿库位于金沙江南岸山谷之中,与厂相距2km,尾矿坝等级Ⅱ级,七级地震烈度设防,属山谷型,设计总坝高21m,汇水面积18.72km2,总贮量2.2x18m3,采用坝前均匀放矿,筑坝用冲积筑坝法。8年子坝筑至第21道,该子坝标高1233m。尾矿坝占地面积3.5km2。F选矿厂主要设备G近年主要技术经济指标H选矿厂供水选矿厂每吨原矿耗水量在7.73m3左右,新水单耗.72m3,废水重复利用率达到95%左右,尾矿库回水利用率达到55%~75%。钛生产工艺及流程A原则生产工艺流程从选铁磁选尾矿中生产钛铁矿精矿和含钴硫化物精矿的原则生产流程由磁尾浓缩分级作业、粗粒级重选―电选、细粒级强磁―浮选相组合的联合流程构成,选钛生产年处理含Ti28%~9%的选铁磁选尾矿约71万吨,年产钛精矿约25万吨。选钛生产技术指标为:钛精矿Ti247%,S.2%,选钛回收率2%左右;硫钴精矿S32%,Co.25%~.3%。B现存问题及对策当前选钛生产的突出问题是钛回收率不理想,仅为2%左右,主要是细粒级,特别是-.19mm粒级钛铁矿的回收率亟待提高。
不锈钢药芯焊丝焊接要点及注意事项:采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。保护气体一般为二氧化碳气体,气体流量以2~25L/min较适宜。焊嘴与工件间的距离以15~25mm为宜。干伸长度:一般的焊接电流为25A以下时约15mm,25A以上时约2~25mm较为合适。IG/MAG焊接:这是一种自动气体保护电弧焊接方法。
660*80无缝钢管--20#无缝钢管660*80可切割
20#无缝钢管材质为20#钢,强度比15#稍高,很少淬火,无回火脆性。冷变形塑性高、一般供弯曲、压延、弯边和锤拱等加工,电弧焊和接触焊的焊接性能好,气焊时厚度小,外形要求严格或形状复杂的制件上易发生裂纹。切削加工性冷拔或正火状态较退火状态好、一般用于制造受力不大而韧性要求高的工件。
1.1钢管公称外径为88.9mm,公称壁厚为6.45mm。
1.2 钢管的外径和壁厚允许偏差应符合表1的规定。 表 外径允许偏差+ 0.50mm~0.20mm 壁厚允许偏差 + 0.97mm~0.77mm 。
2 钢管的通常长度为9400mm~9750mm。
3 外形 3.1 钢管的弯曲度不得大于1.0mm/m。
3.2 钢管两端端面应与钢管轴线垂直,切口毛刺应予清除。
4 重量 钢管按实际重量交货,亦可按理论重量交货。钢管每米理论重量为13.115kg/m。
5.钢管的成品化学成分允许偏差应符合GB/T 222的有关规定。
6.交货状态 钢管以热轧状态交货。
7.力学性能 经适当热处理,钢管的力学性能应达到API SPEC 5CT 中N80钢级的要求。
8.密实性 钢管应逐根进行涡流探伤以检验钢管的密实性,涡流探伤对比试样人工缺陷通孔直径为φ2.2mm±0.01mm。
填料函主要由填料,水封环,填料筒,填料压盖,水封管组成。填料函的作用主要是为了封闭泵壳与泵轴之间的空隙,不让泵内的水流不流到外面来也不让外面的空气进入到泵内。始终保持水泵内的真空。当泵轴与填料摩擦产生热量就要靠水封管住水到水封圈内使填料冷却。保持水泵的正常运行。所以在水泵的运行巡回检查过程中对填料函的检查是特别要注意。在运行6个小时左右就要对填料进行更换。离心泵的过流部件离心泵的过流部件有:吸入室,叶轮,压出室三个部分。
并对法兰和焊接连接做了二次处理的规定。规范条文已向卡箍连接技术倾斜。空调冷热水管道使用镀锌钢管已成为大部分设计人员的普遍做法。空调水系统水质对系统的安全和经济运行起到至关重要的作用。既然消防管道都强制性使用了镀锌钢管,没有理由空调水系统不使用镀锌钢管。《自动喷水灭水系统施工及验收规范》(GB526-96)23年版第5..3条规定:“管网安装应采用螺纹、沟槽式管接头或法兰连接”;.4A7条规定:用沟槽式管接头连接时,“埋地、水泵房内管道连接应采用柔性连接方式,埋地的沟槽式管接头螺栓、螺帽应做防腐处理。
钢管作为钢铁产品的重要组成部分,因其制造工艺及所用管坯形状不同而分为无缝钢管(圆坯)和焊接钢管(板,带坯)两大类。
无缝钢管 因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。
工艺流程
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→质检壁厚→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→质检壁厚→水压试验(探伤)→标记→入库。
制造和焊接时加热温度和加热速度在不锈钢敏化温度区域(约425-815℃)时,材料中过饱和碳就会在晶粒边界首先析出,并与铬结合形成碳化铬Cr23C6,此时碳在奥氏体内的扩散速度比铬扩散速度大,铬来不及补充晶界由于形成碳化铬而损失的铬,结果晶界的铬含量就就随碳化铬的不断析出而不断降低,形成所谓的贫铬区,使电垫能减弱,钝化层耐腐蚀能力下降。当与介质中Ci-等腐蚀介质接触时,就会引起微电池腐蚀。虽然腐蚀仅在晶粒表面,但却迅速深入内部形成晶间腐蚀。
在长寿高炉方面高炉长寿技术是个系统工程,要采取综合技术措施。我国高炉长寿发展很不均衡,平均寿命仅为5年~10年,与国外高炉相比还存在较大差距。近些年高炉炉缸侧壁温度异常升高甚至炉缸烧穿的案例明显增加,说明我国高炉炉缸长寿还存在着较大问题。值得注意的是,2010年以来,随着高炉冶炼的强化,有些钢铁企业出现了铜冷却壁损坏的问题,值得进一步研究和改进。在提高热风温度方面提高风温能有效降低焦比和燃料比、降低生产成本,是当前钢铁行业可持续发展、实现低碳冶炼的关键技术。
用途分类
GB/T8162-2008(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。
GB/T8163-2008(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。
GB3087-2008(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。
GB5310-2008(高压锅炉用无缝钢管)。主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、12Cr1MoVG、15CrMoG等。
GB5312-1999(船舶用碳钢和碳锰钢无缝钢管)。主要用于船舶锅炉及过热器用I、II级耐压管等。代表材质为360、410、460钢级等。
GB1479-2000(高压化肥设备用无缝钢管)。主要用于化肥设备上输送高温高压流体管道。代表材质为20、16Mn、12CrMo、12Cr2Mo等。
GB9948-2006(石油裂化用无缝钢管)。主要用于石油冶炼厂的锅炉、热交换器及其输送流体管道。其代表材质为20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。
GB18248-2003(气瓶用无缝钢管)。主要用于制作各种燃气、液压气瓶。其代表材质为37Mn、34Mn2V、35CrMo等。成型加工
对2000m3高炉高焦比原因进行了分析,探讨进一步降低燃料消耗、提高喷煤比的有效措施。2高焦比原因分析2.1高炉自身设计问题从高炉炉型参数可以看出,邯钢2O00m3高炉高径比较小,仅为2.217,为矮胖型高炉,炉料和煤气在炉内停留时间短,不利于炉料的预热和还原,不利于煤气的化学能和热能的充分利用。炉缸直径较大,为10500mm,同时受场地限制,设计为铁口夹角成9O。的西、北两个出铁场,布置不合理,对炉缸工作均匀、活跃不利,不利于低Si冶炼。
E尾矿处理密地选矿厂马家田尾矿库位于金沙江南岸山谷之中,与厂相距2km,尾矿坝等级Ⅱ级,七级地震烈度设防,属山谷型,设计总坝高21m,汇水面积18.72km2,总贮量2.2x18m3,采用坝前均匀放矿,筑坝用冲积筑坝法。8年子坝筑至第21道,该子坝标高1233m。尾矿坝占地面积3.5km2。F选矿厂主要设备G近年主要技术经济指标H选矿厂供水选矿厂每吨原矿耗水量在7.73m3左右,新水单耗.72m3,废水重复利用率达到95%左右,尾矿库回水利用率达到55%~75%。钛生产工艺及流程A原则生产工艺流程从选铁磁选尾矿中生产钛铁矿精矿和含钴硫化物精矿的原则生产流程由磁尾浓缩分级作业、粗粒级重选―电选、细粒级强磁―浮选相组合的联合流程构成,选钛生产年处理含Ti28%~9%的选铁磁选尾矿约71万吨,年产钛精矿约25万吨。选钛生产技术指标为:钛精矿Ti247%,S.2%,选钛回收率2%左右;硫钴精矿S32%,Co.25%~.3%。B现存问题及对策当前选钛生产的突出问题是钛回收率不理想,仅为2%左右,主要是细粒级,特别是-.19mm粒级钛铁矿的回收率亟待提高。
不锈钢药芯焊丝焊接要点及注意事项:采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。保护气体一般为二氧化碳气体,气体流量以2~25L/min较适宜。焊嘴与工件间的距离以15~25mm为宜。干伸长度:一般的焊接电流为25A以下时约15mm,25A以上时约2~25mm较为合适。IG/MAG焊接:这是一种自动气体保护电弧焊接方法。
在线询盘/留言



