

商铺名称:洛阳东宏新材料科技有限公司
联系人:周江龙(先生)
联系手机:
固定电话:
企业邮箱:3223955051@qq.com
联系地址:河南省洛阳市西工区
邮编:471000
联系我时,请说是在泵阀网上看到的,谢谢!
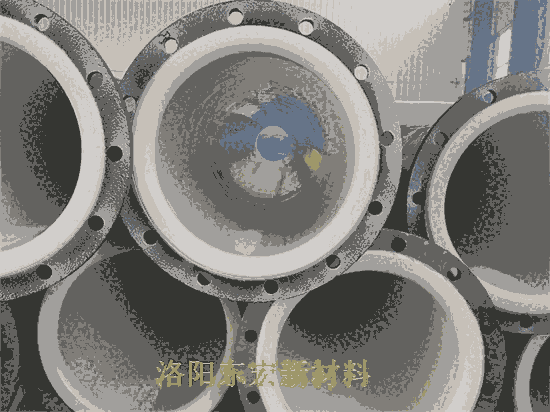
东宏新材DN25-800钢衬四氟管道复合翻边
钢衬四氟管道加工复合方法:
在钢衬四氟管道的施工过程中,首先将无缝钢管按实际尺寸下料,将钢管与焊环进行焊接,环内可采用手工氩弧焊,焊接中出现的飞溅用锉刀处理干净,且将角焊缝磨成圆角,不得有尖刃。然后,在钢管端部钻一个小的孔,作好明显标记,不得堵塞。此孔用来排出加热时钢管与四氟乙烯管间的残气,并在试压时用来观察四氟乙烯管是否损坏漏气。钢管在施衬前应进行预组装。钢衬四氟管道组装时接口处要加适当厚度的石棉巴金垫,以便施衬后符合总的尺寸要求。对组装后的无缝钢管要进行喷砂处理,以清内壁铁锈,再用压缩空气将管内腔吹扫干净。将四氟乙烯管插入钢管内。如果有些四氟乙烯管不圆而插不进时,应采用热水、蒸汽或中频加热炉等对四氟乙烯管加热,加热的温度不超过100℃。将四氟乙烯管切断时要考虑翻边的长度。一般在焊环面以上留出35-40一长度。翻边前要先在四氟乙烯管上套一个石棉巴金垫片。分两步进行四氟乙烯管的翻边。
洛阳东宏新材料周江龙――1-5-5-1-5-3-3-2-9-4-4



东宏新材DN25-800钢衬四氟管道复合翻边
一步先翻成喇叭口,这次翻边所用的胎具是锥形的铸铝件。翻边时,用氧一乙炔焰加热胎具。用半导体表面式温度计测量胎具温度。胎具温度不可过高,温度控制在260℃-280℃之间。翻边时将加热好的锥形胎具慢慢下压,当胎具压到焊环边缘时就不要再压了,这时要用水来冷却,待冷却到环境温度时移开胎具。钢衬四氟管道
二步的翻边使管口进一步塑变。这次的胎具是扁平形的,胎具的加热方法以及温度控制都与一步相同。加热后将胎具缓慢地压下来,并完全压平,然后用水冷却到环境温度,再拆下胎具。钢衬四氟管道
最后将衬好的管道上好盲板,送入专用的加温圆筒中,连接好压缩空气管,用中频加热的方法加热圆筒,使管道整体加温到280℃左右,然后缓慢地通人8-lokgf/cm2的压缩空气。将钢衬管放在水槽中,使钢管全部浸入水中,缓慢地通入15kgf/cm2的压缩空气,检查钻孔处是否产生气泡,如发现气泡,则证明四氟乙烯管已坏。其原因主要是因为加热不均或充气速度过快。衬好的钢管,用木盲板将两端封好,防止将钢衬四氟管道划坏。
洛阳东宏新材料科技有限公司
周经理---1-5-5-1-5-3-3-2-9-4-4
邮箱:905266466@qq.com
阿里巴巴: https://shop29802592gqm09.1688.com/



