
HS111юмЛљКЯН№КИЫПБЈМл
ВњЦЗМлИёЃКЃЄЕчвщЃЈШЫУёБвЃЉ

ЩЬЦЬУћГЦЃКЧхКгЯиШ№ПЫФЭФЅВФСЯгаЯоЙЋЫО
СЊЯЕШЫЃКЮтЗЦЃЈаЁНуЃЉ
СЊЯЕЪжЛњЃК
ЙЬЖЈЕчЛАЃК
ЦѓвЕгЪЯфЃКruikehancai@163.com
СЊЯЕЕижЗЃККгББЪЁаЯЬЈЪаЧхКгЯиаЛТЏеђЕѓТЅзЏДх
гЪБрЃК54800
СЊЯЕЮвЪБЃЌЧыЫЕЪЧдкБУЗЇЭјЩЯПДЕНЕФЃЌаЛаЛЃЁ
ЩЬЦЗЯъЧщ
HS111юмЛљКЯН№КИЫПАќгЪюмЛљКИЫПHS111ЁЂ112ЁЂ113ЁЂюмЛљКЯН№КИЬѕ
111юмЛљЖбКИКИЫПЪЧCo-Cr-WЖбКИКЯН№жаCМАWКЌСПзюЕЭЁЂШЭадзюКУЕФвЛжжЁЃФмГаЪмРфШШЬѕМўЯТЕФГхЛїЃЌВњЩњСбЮЦЕФЧуЯђаЁЃЌОпгаСМКУЕФФЭЪДЁЂФЭШШКЭФЭФЅадФмЁЃжївЊгУгквЊЧѓдкИпЮТЙЄзїЪБФмБЃГжСМКУЕФФЭФЅадМАФЭЪДадЃЌШчИпЮТЁЂИпбЙЗЇУХЁЂШШМєЧаЕЖШаЁЂШШЖЭФЃЕШ
ЖбКИВугВЖШHRCЃК40-45
112юмЛљЖбКИКИЫП ЯрЕБAWSRCoCr-B
жївЊЬиеїМАгУЭОЃК
112юмЛљЖбКИКИЫПЃЌдкCo-Cr-WЖбКИКЯН№жаОпгажаЕШгВЖШЃЌФЭФЅадБШHS111КУЃЌЕЋЫмадЩдВюЃЌОпгаСМКУЕФФЭЪДЁЂФЭШШМАФЭФЅадФмЃЌдк650ЁцзѓгвИпЮТЯТШдФмБЃГжетаЉЬиадЁЃжївЊгУгкИпЮТЁЂИпбЙЗЇУХЁЂФкШМЛњЗЇЁЂИпбЙБУжсЬзКЭФкГФЬзЭВЁЂШШдўЙѕПзаЭЕШЖбКИ
ЖбКИВугВЖШHRCЃК45-50
113юмЛљЖбКИКИЫП
жївЊЬиеїМАгУЭОЃК
113юмЛљЖбКИКИЫПЃЌгВЖШИпЃЌФЭФЅадЗЧГЃКУЃЌЕЋПЙГхЛїадНЯВюЃЌЖбКИЪБВњЩњСбЮЦЧуЯђДѓЃЌОпгаСМКУЕФФЭЪДЁЂФЭШШЁЂФЭФЅадФмЃЌдк650ЁцзѓгвШдПЩБЃГжетаЉадФмЁЃжївЊгУгкбРТжзъЭЗжсГаЁЂЙјТЏЕФа§зЊвЖЦЌЁЂЗлЫщЛњШаПкЁЂТна§ЫЭСЯЛњЕШЖбКИ
ЖбКИВугВЖШHRCЃК55-60
113GюмЛљЖбКИКИЫП
жївЊЬиеїМАгУЭОЃК
ЖбКИВуОпгагХСМЕФФЭФЅСЯФЅЫ№КЭФЭШШЁЂФЭИЏЪДадФмЃЌжС800ЁцЕФИпЮТвВФмБЃГжетаЉЬиадЃЌЕЅГхЛїШЭадНЯВюЃЌЖдЖбКИВуЮТЖШНЯУєИаЁЃН№ЯрзщжЏЮЊЙВОЇЬхКЭДжДѓИДКЯЬМЛЏЮяЁЃжївЊгУгкБУЕФЬзЭВКЭа§зЊУмЗтЛЗЁЂФЅЫ№УцАхЁЂжсГаЬзЭВЁЂИпЮТШШдўЙѕЁЂгЭЬязъЭЗЕШЖбКИ
ЖбКИВугВЖШHRCЃКЁн54
113NiюмЛљЖбКИКИЫП
жївЊЬиеїМАгУЭОЃК
ИУКИЫПЪЪЕБНЕЕЭСЫКЌЬМСПЃЌМгШыСЫНЯЖрЕФNiМАFeЕШКЯН№дЊЫиЃЌДгЖјЬсИпСЫЖбКИВуЕФШЭадКЭзлКЯЛњаЕадФмЁЃжївЊгУгкФЭЦјЪДЁЂФЭИЏЪДадФмвЊЧѓНЯИпЕФФкШМЛњЦјУХЁЂХХЦјЗЇЕФЖбКИ
ЖбКИВугВЖШHRCЃК37-40
114юмЛљЖбКИКИЫПЯрЕБAWSRCoCr-C
жївЊЬиеїМАгУЭОЃК
ИпЬМCo-Cr-WКЯН№ЖбКИКИЫПЃЌФЭФЅадЁЂФЭЪДадКУЁЃЕЋПЙГхЛїШЭЖШВюЁЃжївЊгУгкбРТжзъЭЗжсГаЁЂЙјТЏа§зЊвЖЦЌЕШФЅЫ№ВПМўЕФЖбКИ
ЖбКИВугВЖШHRCЃКЁн52
115юмЛљКЯН№ЖбКИКИЫП ЯрЕБAWSRCoCr-E
жївЊЬиеїМАгУЭОЃК
ИУКИЫПЪЧгУютЧПЛЏЕФЕЭЬМюмИѕКЯН№ЃЌдкЪвЮТЯТгВЖШНЯЕЭЃЌЕЋРфзїКѓгВЖШгаЫљЬсИпЁЃЖбКИВуОпгаСМКУЕФФаФЭИпЮТИЏЪДЃЌФЭГхЛїФмКЭСМКУЕФИпЮТЧПЖШ
ЖбКИВугВЖШHRCЃКЁн27
116юмЛљКЯН№ЖбКИКИЫП ЯрЕБAWSRCoCr-C
жївЊЬиеїМАгУЭОЃК
гаНЯИпЕФФЭФЅЫ№адКЭИпЮТЧПЖШЃЌЕЋШЭадНЯВюЃЌдкФЭСђЫсЁЂСзЫсЁЂЯѕЫсЕШЙЄПіЬѕМўЯТГЪгХСМЕФФЭИЏЪДадЁЃжївЊгУгкЭЛљМАТСЛљКЯН№ЕФШШбЙФЃЕШЖбКИ
ЖбКИВугВЖШHRCЃК46-50
117юмЛљКЯН№ЖбКИКИЫП
жївЊЬиеїМАгУЭОЃК
гаНЯЧПЕФФЭФЅСЯФЅЫ№МАФЭИЏЪДадФмЃЌдк800ЁцИпЮТвВФмБЃГжетаЉЬиадЁЃгУгкБУЕФЬзЭВКЭа§зЊУмЗтЛЗЕШФЅЫ№УцЕФЖбКИ
ЖбКИВугВЖШHRCЃКЁн53
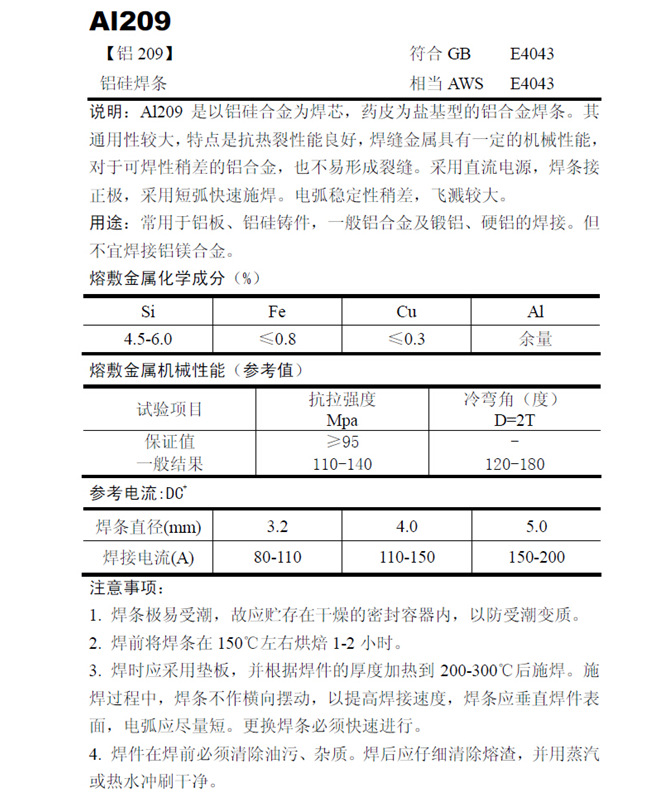
AI209ТСЙшКИЬѕЫЙУзПЫТСКИЬѕ
КИНгЗНЗЈЃКНЛСїыВЛЁКИЃЌДПыВЦјБЃЛЄЁЃКИЧАашЧхРэЙЄМўКИПкЃЌМЩПеЦјЁЂКИМўЁЂКИЫПГБЪЊЁЃКИНггІгУЃККИНгвдЯТТСМўЁЊЁЊДПТСАх,КЫЕчЁЂТСГЇЁЂТСЕМИЫЁЂТСВлЁЂТСФИЯпЁЂТСгцДЌЁЂТСгцЯфЁЂгцЙоЁЂЙуИцНЛЭЈЁЂЙЄвеЦЗЁЂжЦРфаавЕЕШ
ДПТСКИЫПЃЌТСКЌСПЁн99.0%ЃЛИУКИНгВФСЯОпгаМЋКУЕФПЙИЏЪДадФмЃЌгХСМЕФЕМШШЁЂЕМЕчадФмвдМАМЋКУЕФПЩМгЙЄадФмЃЌКИЗьГЩаЮУРЙлЙтССЁЂЕчЛЁЮШЖЈЁЂЗЩНІаЁЁЃдкбєМЋДІРэКѓОпгаКмКУЕФбеЩЋХфБШадЁЃ
гУЭОЃКгУгкДПТСЕФыВЛЁКИЕФЬюГфВФСЯЃЌЙуЗКгІгУгкЕчНтТСГЇТСФИЯпКЭЕМИЫЕФСЌНгвдМАЕчСІЁЂЛЏбЇЁЂЪГЦЗЁЂдЫЖЏЦїВФЁЂЬњТЗЛњГЕЕШЯрЙиТСКЯН№ЕФКИНгЁЃ
ТСКИЫПЁЂыВЦјжЪСПЕФИпЕЭжБНггАЯьзХКИНгжЪСПЃЌР§ШчТСКИЫПКЌMgСПЦЋЕЭЃЌЖдгк5A02ЁЂ5083ЕШЗРатТСЕФКИНгЛсЕМжТКИЗьН№ЪєПЙРЧПЖШжЕЦЋЕЭЃЌДяВЛЕНЯргІБъзМвЊЧѓЃЛТСКИЫПЬЋШэЛђКИЫПжБОЖВЈЖЏжЕЙ§ДѓЛсгАЯьTIGКИЫЭЫПЕФПЩППКЭЮШЖЈЃЛыВЦјДПЖШДяВЛЕНвЊЧѓЛсЕМжТКИЗьЦјПзЕШЕШЁЃЫљвдЃЌКИНгВФСЯгІЯђжЪСПИпЕФКИНгВФСЯЩњВњГЇЖЈЕуВЩЙКЮЊМбЁЃСэЭтЃЌТСКИЫПгІДцЗХдкИЩдяЁЂНрОЛЕФЕиЗНЁЃ
2ЁЂЪЉКИЪБе§ШЗВйзїЃЌбЯИёПижЦКИНгЯпФмСПЃЌЖрВуКИЪБЛЙвЊбЯИёПижЦВуМфЮТЖШ
ЯпФмСПЙ§ДѓЃЌНЋДѓДѓНЕЕЭНгЭЗадФмЃЛВуМфЮТЖШЙ§ИпЃЌВЛНіЪЙНгЭЗЧПЖШЯТНЕЃЌЩѕжСНЕЕЭЫмадЃЌЛЙПЩФмдіДѓВуМфЮЂСбЮЦЧуЯђЁЃ
3ЁЂЖрВуЃЈЕРЃЉКИЪБЃЌПЩВЩШЁКЯЪЪЕФЙЄвеДыЪЉЃЌБмУтЮДШлКЯЕШШБЯн
ЖрВуЃЈЕРЃЉКИЪБЃЌгЩгкЧАвЛВуКИЗьБэУцЯђЩЯЭЙЦ№ЃЌвздьГЩКИНгЫРНЧЃЌДЫЪБПЩЖдКИЗьНјааЪЪЕБаоФЅКѓдйЪЉКИЁЃЫцзХВуЪ§ЕФдіМгЃЌКИНгЦТПкПэЖШдкМгДѓЃЌДЫЪБгІдіМгКИЗьЕРЪ§ЃЌБмУтГіЯжКИНгЫРНЧЁЃ
4ЁЂВЩШЁЪЪЕБЕФЙЄвеДыЪЉвжжЦЮЂаЁКИНгШБЯнЃЌБЃжЄНгЭЗСІбЇадФм
ДгвЛаЉСІбЇадФмВЛКЯИёЪдбљЖЯПкЗжЮіПЩжЊЃЌГ§СЫзщжЏЙ§ШШжЎЭтЃЌвЛаЉЮЂаЁЕФКИНгШБЯнШчЮЂЦјПзЁЂЮЂаЁМадќЕШЭљЭљвВЪЧдьГЩКИЗьПЙРЧПЖШЦЋЕЭЁЂЫмадВЛзуЕФжївЊдвђЁЃЫљвдгІЪгОпЬхЕФВњЦЗНсЙЙЃЌВЩШЁдЄШШЁЂбЯИёКИЧАЧхРэМАКИНгВуМфЧхРэЕШЙЄвеДыЪЉРДМѕаЁЦјПзЧуЯђЃЌБмУтМадќЃЌМѕЩйЮЂСбвдБЃжЄКИЗьСІбЇадФмЁЃ
СЯ303 45%вјЛљЧЅСЯ
ЙцИёЃК1.0mmЁЂГЄЖШ500mm 1ЙЋНя/Ка
ЙцИёЃК1.5mmЁЂГЄЖШ500mm 1ЙЋНя/Ка
ЙцИёЃК2.0mmЁЂГЄЖШ500mm 1ЙЋНя/Ка
ЙцИёЃК2.5mmЁЂГЄЖШ500mm 1ЙЋНя/Ка
ЙцИёЃК3.0mmЁЂГЄЖШ500mm 1ЙЋНя/Ка
ГЩЗнЃКAg=44-46%ЃЛCu=29-31%ЃЛZn=23-27%
гУЭОЃКСЯ303вјЛљЧЅСЯКЌвјСПЮЊ45%ЃЌШлЕуЮЊ665-745ЁцЃЌОпгаСМКУЕФСїЖЏадКЭЬюЗьадЁЂЧЅЗьБэУцЙтНрЁЂНгЭЗЧПЖШИпЁЂФЭГхЛїЁЃ
гУЭОЃКГЃгУгкЧЅКИЭМАЭКЯН№ЁЂИжМАВЛатИжЕШЁЃ
ЗћКЯЃКGB/T6418-2008 аЭКХЃКBAg45CuZn
ЗћКЯЃКAWS A5
.8-2004 аЭКХЃКBAg-5
дкЯпбЏХЬ/Сєбд



