

商铺名称:无锡市聚乐阳科技有限公司
联系人:王靖桂(小姐)
联系手机:
固定电话:
企业邮箱:sales@jly-tec.com
联系地址:江苏省无锡市梁溪区广瑞路555号宝锡大厦B座206室
邮编:
联系我时,请说是在泵阀网上看到的,谢谢!

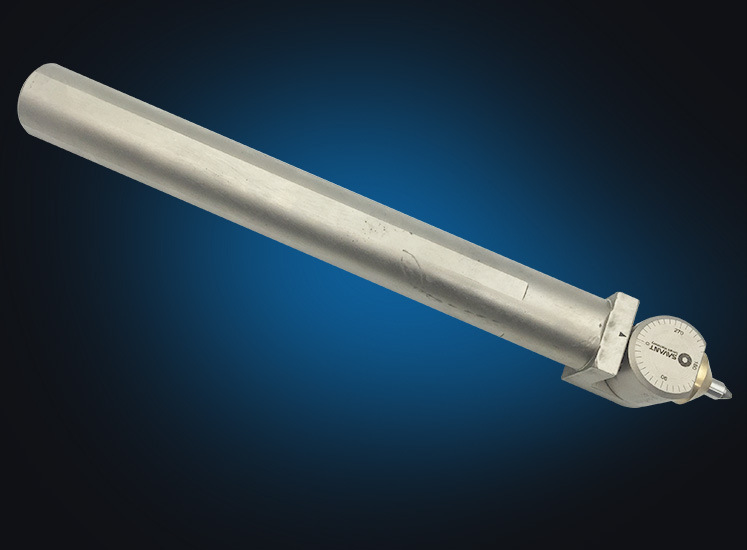
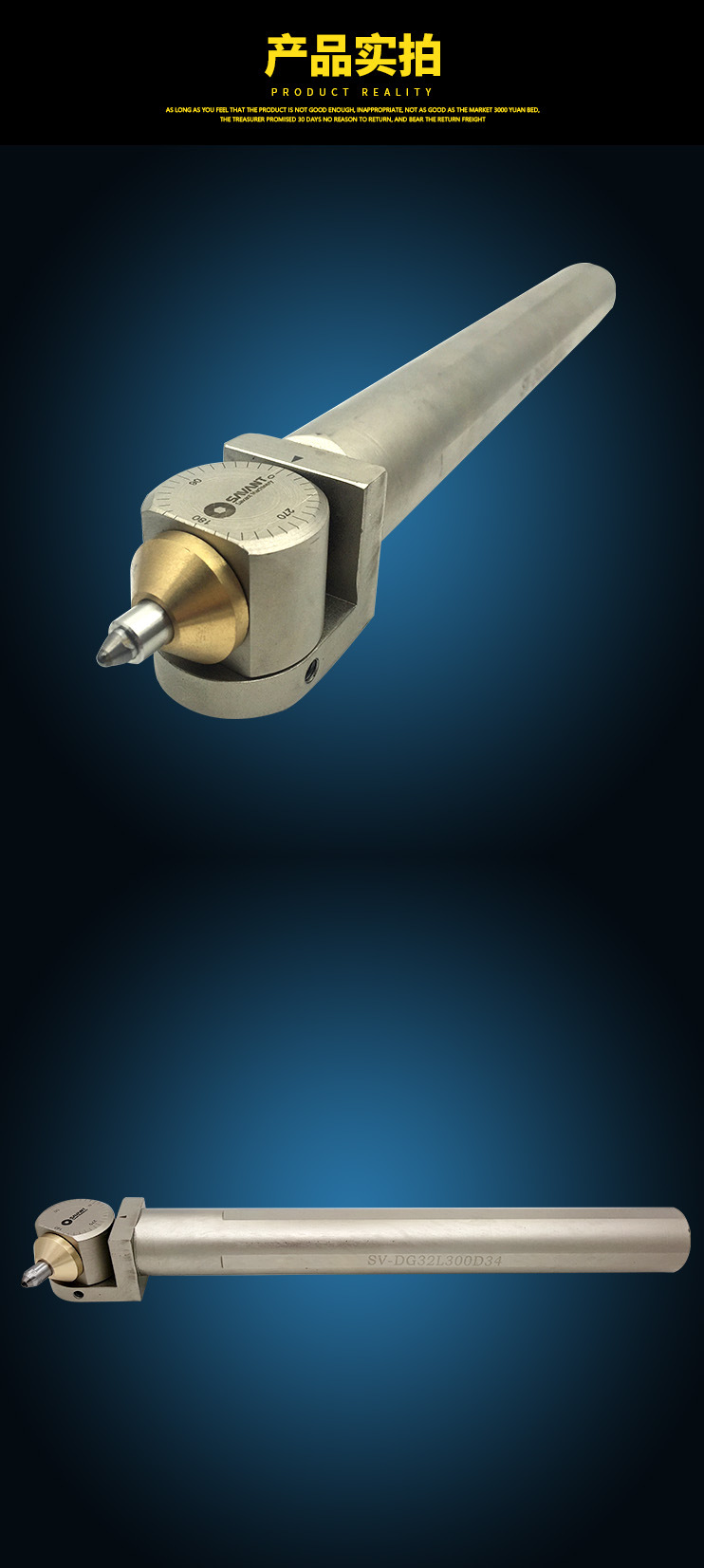
SAVANT镜面滚压工具 金刚石滚压刀 高硬度材质用 外圆滚压
销售热线:18961787651王小姐拍前请先询价


使用参数(以下参数请根据实际加工中具体情况而定)
---------------------------------------------------------
工件余量:0.01mm
滚 压 量:0.01-0.05mm(单边)
润 滑:乳化液或油;经过过滤的润滑剂(< 40 μ m)可提高表面
质量和刀具寿命
上道工序表面:表面粗糙度达到 Rz15 μ m 以下
工件最-大硬度:HRC65
切削速度:100m/min
进给速度:0.05-0.2mm/rev

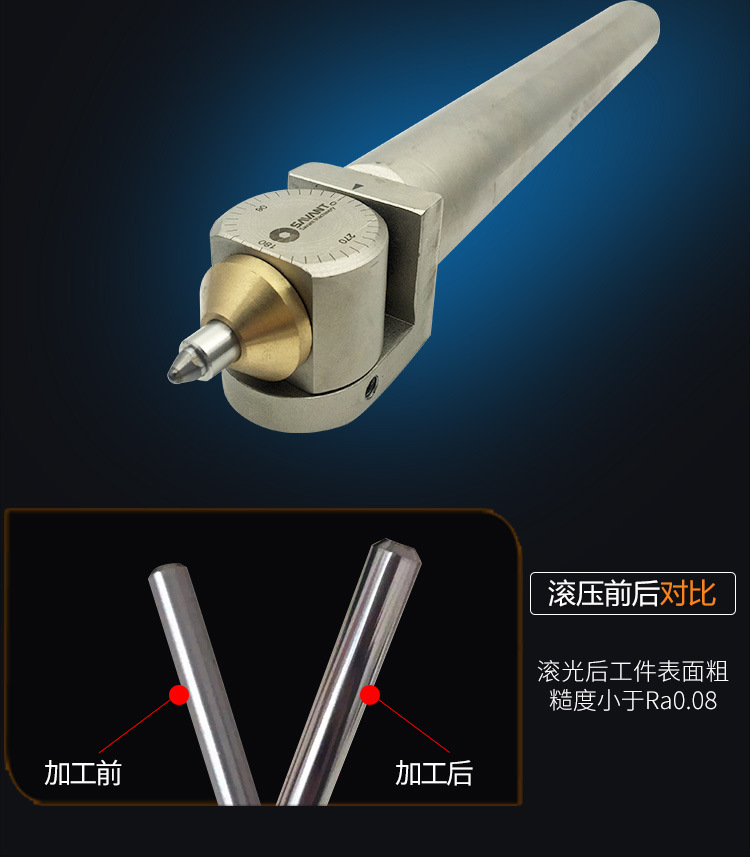
可转向头部
可转向金刚石(钻石)滚压刀头部可旋转,正负90°可调,满足任意滚压角度加工。

光滑表面
可提升光洁度2-3个等级(和前一道工序有关系),比如:前一道工序的光洁度是Ra3.2,用我们的金刚石滚压刀可到达Ra0.4-Ra0.8.
寿命更长
通过旋转金刚石(钻石)可多个点挤压使用,金刚石头子的寿命大约在2000-4000KM,但具体根据工件情况而定,材料越硬寿命越短磨损越快。
使用方法
1.讲金刚石工具安装于车床刀架上,使金刚石球中心与工件中心吻合。
2.根据加工工件的材质、硬度设定工具中内装弹簧的负载量
3.转动工件,手动使金刚石球接触工件表面,径向进给,目测表面粗糙度,轴向走刀试加工一段,目测或仪器测量粗糙度值,根据粗糙度值调整压入量,实现更好的表面粗糙度。
4.转动工件,从加工部前(约1mm)予以试加工的进给量进行加工。
5.到达加工结束位置停止进给,金刚石球离开工件,结束加工。
滚压刀工作解剖
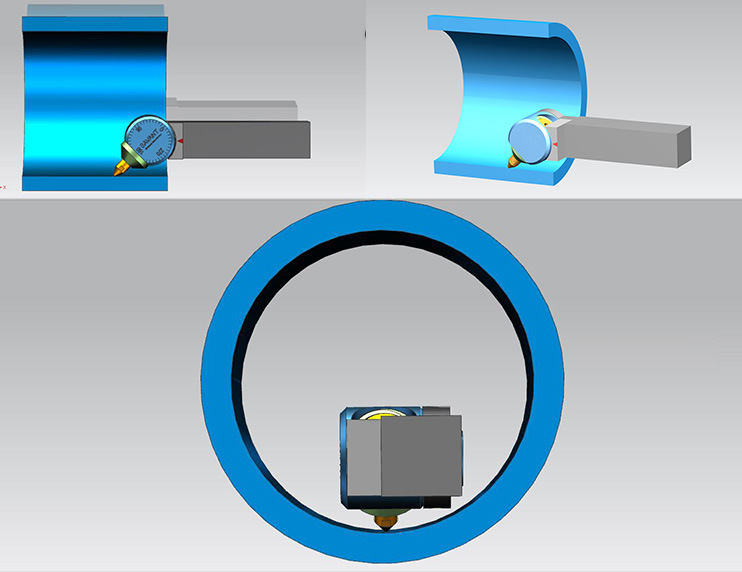
钻石滚光原理
在显微镜下工件在切削的过程中刀具刀尖会在表面残留像台阶一样的走刀痕-迹,金刚石在弹簧力的作用下在工件表面上滑动过程中克服材料的屈服点,使材料表面产生塑性变形,强迫走刀痕-迹的最-高点流入到最-低点,从而得到一个平整光滑的镜面。材料在滚光的过程中由于塑性变形会产生硬化处理,从而提高工件表面的疲劳强度。要达到最-佳挤光效果,工件的上一道切削工序表面光洁度应约为 RZ15um 以内。

优点:
1.滚光刀滚光取代了传统的二次加工, 比如打磨抛光 珩磨 研磨
2.滚光比研磨 珩磨操作更光洁环保,不产生 切削碎料
3.滚光后工件表面的光洁度达到 Rz1.0 微米 以下的粗糙度
4.滚压后改进了尺寸精度的控制~公差在 0.01 毫米或更小的范围中调整
5.表面滚光后硬度增强~提高 10%或更高
6.挤光后疲劳寿命提高 300%或更高
7.滚光刀滚光后能消除刀具残留痕-迹和微 小的表面缺陷
8.滚光刀的工件表面能减少摩擦,噪音水平降低,抗腐蚀防锈能力曾强
9.滚光刀滚光工艺与其他抛光镜面工艺相比, 具有生产效率更快,成本更低,抛光面更 加平整,尺寸精度控制和终饰及加工硬 化数秒完成
产品说明
注意事项
在开始试刀的时候,可降低切削速度进行测试,进给速度可以保持不变。在不利于滚压的条件下进行加工,如高强度材料,或润滑不足的情况下,应降低切削速度。

无锡市聚乐阳科技有限公司经销批发的EMUGE(埃莫克)螺纹工具、丝锥、钻头、铣刀、量规、螺纹铣刀、浮动刀柄、镜面滚压工具滚压刀、去毛刺倒角刀、快速钻、u钻、车刀、非标镗刀等畅销产品,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。
无锡市聚乐阳科技有限公司经销的EMUGE(埃莫克)螺纹工具、丝锥、钻头、铣刀、量规、螺纹铣刀、浮动刀柄、镜面滚压工具滚压刀、去毛刺倒角刀、快速钻、u钻、车刀、非标镗刀品种齐全、价格合理。无锡市聚乐阳科技有限公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。
联系人:王靖桂
手机:18961787651
电话:0510-82446171
传真:0510-82442260-813
Q Q:3148257339
邮箱:sales@jly-tec.com
地址:江苏省无锡市广瑞路555号宝锡大厦B座206室
---------------------------------------------------------------







