| 详细介绍: 高压注浆胶管选瑞铭,成功自有道|内径51mm至152mm高压注浆胶管     的力学性能等进行选择和确定剂减小了胶管与金属芯体之间的摩擦,提高了橡胶流动性,从面降低了编织管的力学性能为了保持同样的力学性能,用涂了润滑剂的芯体做成的编织管,压接尺寸就要略微调小一些儿胶管表面光滑度,芯体表面的振光状态,对压接尺寸也有影响如果胶管内表特别光滑,芯体表面振光效果特别好,那么在定压接尺寸时,就要考虑是否要略微低一些儿总结在进行编织管结构设计时,要全面分析胶管的性能 的力学性能等进行选择和确定剂减小了胶管与金属芯体之间的摩擦,提高了橡胶流动性,从面降低了编织管的力学性能为了保持同样的力学性能,用涂了润滑剂的芯体做成的编织管,压接尺寸就要略微调小一些儿胶管表面光滑度,芯体表面的振光状态,对压接尺寸也有影响如果胶管内表特别光滑,芯体表面振光效果特别好,那么在定压接尺寸时,就要考虑是否要略微低一些儿总结在进行编织管结构设计时,要全面分析胶管的性能  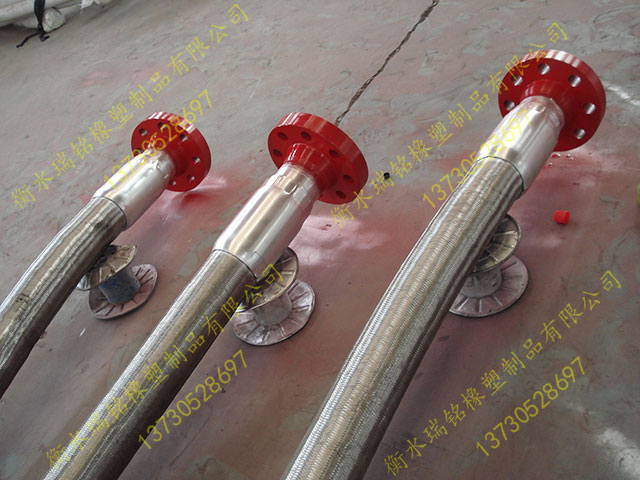 丝单根单轴多轴同锭钢丝预成型采用内外预成型口型与分线圈和张力圈之间相互配合缠绕时钢丝发生旋转而形成一定的圈径和螺距以满足生产工艺要求这种预成型方法使钢丝预成型后即产生圈径又产生螺距克服了其他预成型方法只有圈径没有螺距的弊端此种预成型方法减小了产品在承压时钢丝变形量可提高产品的脉冲性能型钢丝编织机以锭为例见图是德国公司世纪年代开发的产品其结构原理是在的基础上增加了控制系统转子由个 丝单根单轴多轴同锭钢丝预成型采用内外预成型口型与分线圈和张力圈之间相互配合缠绕时钢丝发生旋转而形成一定的圈径和螺距以满足生产工艺要求这种预成型方法使钢丝预成型后即产生圈径又产生螺距克服了其他预成型方法只有圈径没有螺距的弊端此种预成型方法减小了产品在承压时钢丝变形量可提高产品的脉冲性能型钢丝编织机以锭为例见图是德国公司世纪年代开发的产品其结构原理是在的基础上增加了控制系统转子由个   纵向硬撑的泡沫芯进行的。在与剖面主要零件成+45°和-45°的方向排布纱线,这样可传递大的扭转刚度。在叶片根部有一个钢块插件,它利用锥度和复合材料有效地粘结、锁紧在一起。由12根单独的无捻粗纱组成的宽纱带来缠绕从图3中可以看出钢丝编织胶管中钢丝的应力与钢丝所占体积比成反比,钢丝的应力随着钢丝所占体积比增大而减小;从图4中可以看出钢丝编织胶管所承受的内压与钢丝所占体积比成正比,随着钢丝所占体积 纵向硬撑的泡沫芯进行的。在与剖面主要零件成+45°和-45°的方向排布纱线,这样可传递大的扭转刚度。在叶片根部有一个钢块插件,它利用锥度和复合材料有效地粘结、锁紧在一起。由12根单独的无捻粗纱组成的宽纱带来缠绕从图3中可以看出钢丝编织胶管中钢丝的应力与钢丝所占体积比成反比,钢丝的应力随着钢丝所占体积比增大而减小;从图4中可以看出钢丝编织胶管所承受的内压与钢丝所占体积比成正比,随着钢丝所占体积   高压注浆胶管选瑞铭,成功自有道|内径51mm至152mm高压注浆胶管 高压注浆胶管选瑞铭,成功自有道|内径51mm至152mm高压注浆胶管 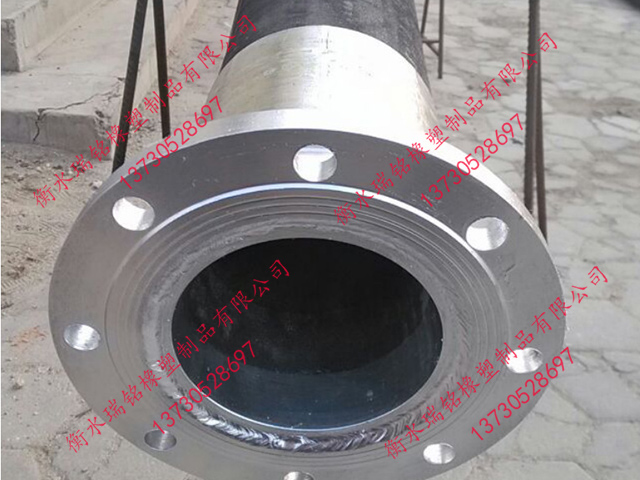  与国内外先进企业之间的交流与合作提高我国胶管的设计制造水平在不远的将来我国必将成为世界胶管生产大国胶管技术强国(3)扣压式接头外套还应选用塑性变形好的材料,以保证扣压时外套不至开裂。(4)如零件采用冷挤压工艺成形,如选用塑形变形好的钢材,在挤压前机械性能较低,但冷嫩成形后能达到标准中规定的材料的机械性能也是允许的。2.试验验收条件标准中规定了两种试验项目作为胶管接头组件验收条件,一般说来静 与国内外先进企业之间的交流与合作提高我国胶管的设计制造水平在不远的将来我国必将成为世界胶管生产大国胶管技术强国(3)扣压式接头外套还应选用塑性变形好的材料,以保证扣压时外套不至开裂。(4)如零件采用冷挤压工艺成形,如选用塑形变形好的钢材,在挤压前机械性能较低,但冷嫩成形后能达到标准中规定的材料的机械性能也是允许的。2.试验验收条件标准中规定了两种试验项目作为胶管接头组件验收条件,一般说来静   佳的密封性能举例说明钢编胶管使用相同结构的芯杆和外套同样的扣压量和装配工艺方法而用两种不同的内胶配方通过脉冲寿命的考核力学性能好的可达到万次以上的脉冲寿命而另一种只能达到万万次力学性能是一项关键指标大量接头扣压试验和解剖观察表明力学性能好的胶管扣压后的内胶伸长变形很小表面光滑压缩变形小即使扣压量加大到也没有发生裂口现象力学性能差的胶管扣压量就产生严重裂口胶管装配前对金属接头及胶 佳的密封性能举例说明钢编胶管使用相同结构的芯杆和外套同样的扣压量和装配工艺方法而用两种不同的内胶配方通过脉冲寿命的考核力学性能好的可达到万次以上的脉冲寿命而另一种只能达到万万次力学性能是一项关键指标大量接头扣压试验和解剖观察表明力学性能好的胶管扣压后的内胶伸长变形很小表面光滑压缩变形小即使扣压量加大到也没有发生裂口现象力学性能差的胶管扣压量就产生严重裂口胶管装配前对金属接头及胶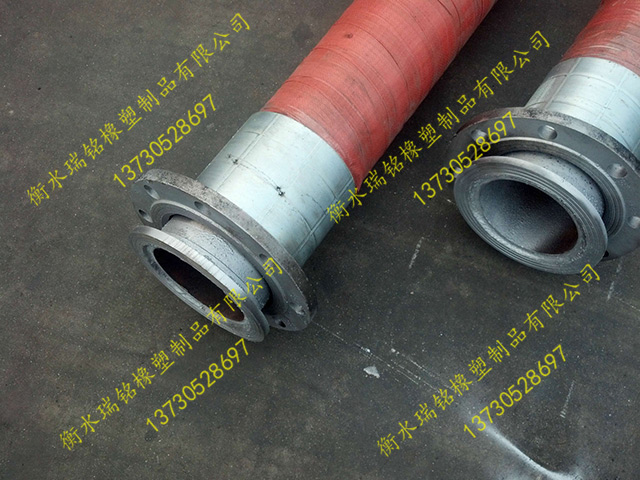 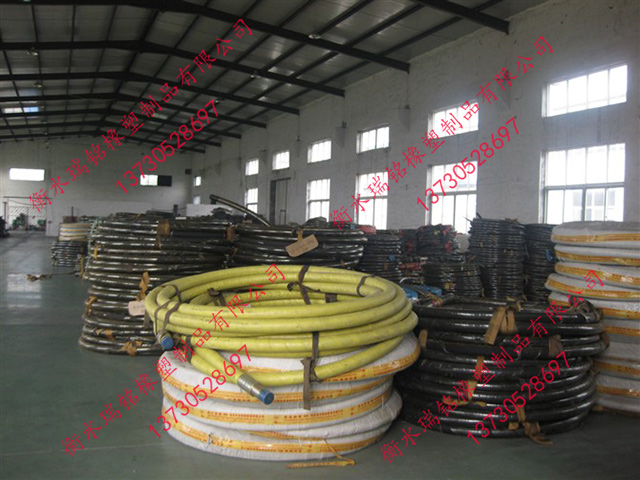  能为了使胶料具有良好的挤出工艺性能以及避免内层胶在编织过程中出现赶胶现象补强体系采用快压出炭黑和白炭黑并用以适当提高内层胶的硬度和挺性粘合体系为钴盐与间甲白体系并用以提高内层胶与钢丝编织层之间的粘合强度防护体系采用防老剂和防老剂并用以达到长期耐热老化的效果硫化体系采用常量硫黄配以焦烧时间较长的次磺酰胺类促进剂汽车加油机胶管长期在户外使用因此选择阻燃耐油和耐臭氧老化性能优异的作为 能为了使胶料具有良好的挤出工艺性能以及避免内层胶在编织过程中出现赶胶现象补强体系采用快压出炭黑和白炭黑并用以适当提高内层胶的硬度和挺性粘合体系为钴盐与间甲白体系并用以提高内层胶与钢丝编织层之间的粘合强度防护体系采用防老剂和防老剂并用以达到长期耐热老化的效果硫化体系采用常量硫黄配以焦烧时间较长的次磺酰胺类促进剂汽车加油机胶管长期在户外使用因此选择阻燃耐油和耐臭氧老化性能优异的作为   ,配合剂大多数已与橡胶分子起化学反应,因而其对橡胶制品耐腐蚀性能的影响没有橡胶材料本身显著,但也并不是可以忽视的因素。例如接触酸或碱介质的制品,必须选择与其不发生化学反应的配合剂。此外,由于补强填充剂用量较大,因而耐腐蚀橡胶制品所选用的补强填充剂一般都应具有较好的化学惰性。2耐腐蚀橡胶制品的配方设计耐腐蚀橡胶制品的配方设计,主要采取以下几种方法:①针对不同使用条件,选择合适的橡胶品种;②高压注浆胶管选瑞铭,成功自有道|内径51mm至152mm高压注浆胶管 ,配合剂大多数已与橡胶分子起化学反应,因而其对橡胶制品耐腐蚀性能的影响没有橡胶材料本身显著,但也并不是可以忽视的因素。例如接触酸或碱介质的制品,必须选择与其不发生化学反应的配合剂。此外,由于补强填充剂用量较大,因而耐腐蚀橡胶制品所选用的补强填充剂一般都应具有较好的化学惰性。2耐腐蚀橡胶制品的配方设计耐腐蚀橡胶制品的配方设计,主要采取以下几种方法:①针对不同使用条件,选择合适的橡胶品种;②高压注浆胶管选瑞铭,成功自有道|内径51mm至152mm高压注浆胶管   类材料作了对比试验。试验表明,塑料软芯优点是易脱芯,给大长度软管脱芯创造了有利条件。缺点是目前塑料加工行业生产的普通塑料管直径公差大,不能保证胶管的规格精度,使用前需采取定型处理等措施,使工序繁杂、从试用过的几种塑料看,尼龙1010等寿命太短,使用几次就发脆了;聚四氟乙烯管连续烧结目前还有不少问题;尼龙9虽然耐热性好,经得起高温考验,但目前供应比较困难,只有聚丙烯既可耐受143"C的实际使用温 类材料作了对比试验。试验表明,塑料软芯优点是易脱芯,给大长度软管脱芯创造了有利条件。缺点是目前塑料加工行业生产的普通塑料管直径公差大,不能保证胶管的规格精度,使用前需采取定型处理等措施,使工序繁杂、从试用过的几种塑料看,尼龙1010等寿命太短,使用几次就发脆了;聚四氟乙烯管连续烧结目前还有不少问题;尼龙9虽然耐热性好,经得起高温考验,但目前供应比较困难,只有聚丙烯既可耐受143"C的实际使用温 个转子上梭子同时产生自转保证梭子的正常运转梭子的运动部件都为滚动摩擦磨损较小梭子运动灵活锭子的运动速度保持不变锭子在内向和外向绕转的过程中锭子上的钢丝放线点在任何位置都恰好对准编织盘中心星行齿轮补偿了角位移消除了角加速度控制锭子上的钢丝放线张力均匀一致提高了编织层质量型钢丝编织机在型的基础上增加了控制系统传动装置速度及传动装置轴的角旋转恒定每个摩擦源中使用抗磨轴承与不同的是通过 个转子上梭子同时产生自转保证梭子的正常运转梭子的运动部件都为滚动摩擦磨损较小梭子运动灵活锭子的运动速度保持不变锭子在内向和外向绕转的过程中锭子上的钢丝放线点在任何位置都恰好对准编织盘中心星行齿轮补偿了角位移消除了角加速度控制锭子上的钢丝放线张力均匀一致提高了编织层质量型钢丝编织机在型的基础上增加了控制系统传动装置速度及传动装置轴的角旋转恒定每个摩擦源中使用抗磨轴承与不同的是通过 的领域。德国凤凰(phoenix)公司在汽车流体传输系统(加热冷却胶管、空气增压器胶管、燃油胶管和空调胶管)和特种胶管(内陆和海上石油工业用胶管、混凝土浇注用胶管等)方面处于领先地位。因此,该公司将技术力量集中于这两个方面,而将其在工业用胶管市场上不占显著地位的两个液压胶管生产厂出售,这两家分别在德国和马来西亚的工厂年销售额均在1000万欧元左右,可见其调整力度。另一种调整是将原来只生产和供应胶管 的领域。德国凤凰(phoenix)公司在汽车流体传输系统(加热冷却胶管、空气增压器胶管、燃油胶管和空调胶管)和特种胶管(内陆和海上石油工业用胶管、混凝土浇注用胶管等)方面处于领先地位。因此,该公司将技术力量集中于这两个方面,而将其在工业用胶管市场上不占显著地位的两个液压胶管生产厂出售,这两家分别在德国和马来西亚的工厂年销售额均在1000万欧元左右,可见其调整力度。另一种调整是将原来只生产和供应胶管  。由于过氧化物硫化温度不宜过低,因此硫化罐蒸汽压力为5.5MPa(约为160℃)。为防止胶管在高压蒸汽中使用时外胶层鼓包、脱层,硫化后需在胶管表面打若干小孔。本工作研制的钢丝绳缠绕蒸汽胶管耐高压蒸汽性能优良、承压性好、管体柔软、使用效果好,可替代进口产品。基于钢丝编织高压胶管的纤维加强橡胶复合材料多层圆筒模型,应用连续介质力学有限变形基本理论,建立了周期内压作用下高压胶管的动力学微分模型.通过高压注浆胶管选瑞铭,成功自有道|内径51mm至152mm高压注浆胶管 。由于过氧化物硫化温度不宜过低,因此硫化罐蒸汽压力为5.5MPa(约为160℃)。为防止胶管在高压蒸汽中使用时外胶层鼓包、脱层,硫化后需在胶管表面打若干小孔。本工作研制的钢丝绳缠绕蒸汽胶管耐高压蒸汽性能优良、承压性好、管体柔软、使用效果好,可替代进口产品。基于钢丝编织高压胶管的纤维加强橡胶复合材料多层圆筒模型,应用连续介质力学有限变形基本理论,建立了周期内压作用下高压胶管的动力学微分模型.通过高压注浆胶管选瑞铭,成功自有道|内径51mm至152mm高压注浆胶管 |





