| 详细介绍: 智能密集柜生产厂家报价
密集柜生产厂家范围选河北正昊钢木制品有限公司
直销电话:13131861366
l联系人:尹经理(产品质保5年)
密集柜产品特点:
1、原材料采用首钢优质冷轧钢板,质量有保证。
2、采用圆弧通侧板,使密集柜外观圆润饱满,美观大方。
3、变速机构增加了三级变速固定盘,配自动离合方向盘(或摇把)使密集柜移动更轻捷、灵活。
4、底盘采用高强度桥梁式插组接组合结构,立式调心轴承,双驱动双向传动,结构紧凑,使密集柜前后同步达到最佳效果。
5、实心镀锌方钢地轨,喷塑底盘,使之列美观豪华,十组一列密集柜总重4.4吨,移动用力仅需3公斤,完全达到并超过国家相关标准。
产品规格:H2300*W900*D500mm
维护
1、密集柜行走机构为链条传动,当柜体使用一段时间,可打开最下层层板,给链轮及轴承加注润滑
2、密集柜长时间使用后,链条会拉长,会产生磨擦声或掉链现象,此时需要拆开前侧板,将传动板上的张紧轮调到合适位置即可。
3、存放档案密集柜的库房必须干燥通风。
4、柜体表面不允许阳光长时间照射。
5、保持导轨沟槽清洁干净、无杂物堵塞。
6、喷塑表面严禁用汽油、高度酒精、松香水、香蕉水擦洗,这样会使喷塑表面失去光泽和褪色。
【保养说明】:
可湿布清洁,再用干布擦净水迹,不易清洁部位可先用牙膏涂抹后再清洁

地区发货物流图示

全国发货详解
由于本公司产品属于大件产品,我们一般只发物流,发货路程远近不一样运费也就不一样,部分产品运费到付,即买家签收时付运费。部分产品是包运费,如果是包运费均需要买家到物流点自提,若是物流公司提供送货上门,均是送货到楼下。(有需要可咨询客服)
全国发货物流图示

一、用途
档案密集柜主要用于存放图书、档案文件、证券凭证等,也可当作货物存放柜。具有保密封闭、占用空间小的特点。
2、性能
手动密集柜采用磁性密封条及底座无缝隙,具有防光、防尘、、防鼠等功能。层板每层最大承重单面40kg,双面80kg。
三、工作原理
1、密集柜的移动
密集柜可单列或多列一起在导轨上行走,每列具有手刹制动装置(自锁柄)。自锁柄在OFF位置时,柜体不能移动,在NO位置时,柜体可移动,每列柜体的侧板上有签框,移动列底盘上有防倾倒装置,移动边列侧板上有锁,导轨的端部有限位装置。
2、文档的存取
顺时针或逆时针摇动手柄,活动柜将在轨道上行走,当相邻二柜体间距离移开到一定值,顺时针转动两列柜体的自锁柄至OFF位置,此时再摇动手柄,二柜体不能再移动,然后可进入柜体间存放文档。
3、密集柜的锁定
逆时针转动自锁柄到ON位置,柜体自锁被解除。摇动手柄柜体可行走。当所有柜体与固定列紧靠在一起不能再移动时,转动边列的自锁柄使边列自锁,然后顺时针转动总锁钥匙,则将所有密集柜锁定。
4、层高的调整
密集柜每层按标准高度配置。当需调整层高时先取下层板,将层板两侧挂板上移,使之与立柱脱钩,再向上移或下移到所需要的高度,插入立柱也中上与立柱挂上,然后放上层板即可。

一、生产工艺流程,产品成形,生产顺序为:
1、剪板机剪切,下料;
2、冲压机钢模切角,打孔;
3、液压折弯机对拼装料折边成形;
4、点焊、氧焊、电焊拼装,焊接,初品成形;并对焊接点进行打磨;
5、金属表面进行脱脂、除锈、酸洗、磷化等九道工序防腐处理;
6、热固性亚光静电粉末喷涂,200℃高温固化;
7、验收、包装入库。
二、材料选用标准:
1、一般采用进口冷轧钢板或上海宝钢产优质冷钢板,符合SPCCGB912和GB710标准材料。(招标文件另有要求的,完全响应招标要求)
2、钢材厚度规格:完全按用户要求,响应招标文件的规定。

五、产品性能特点;
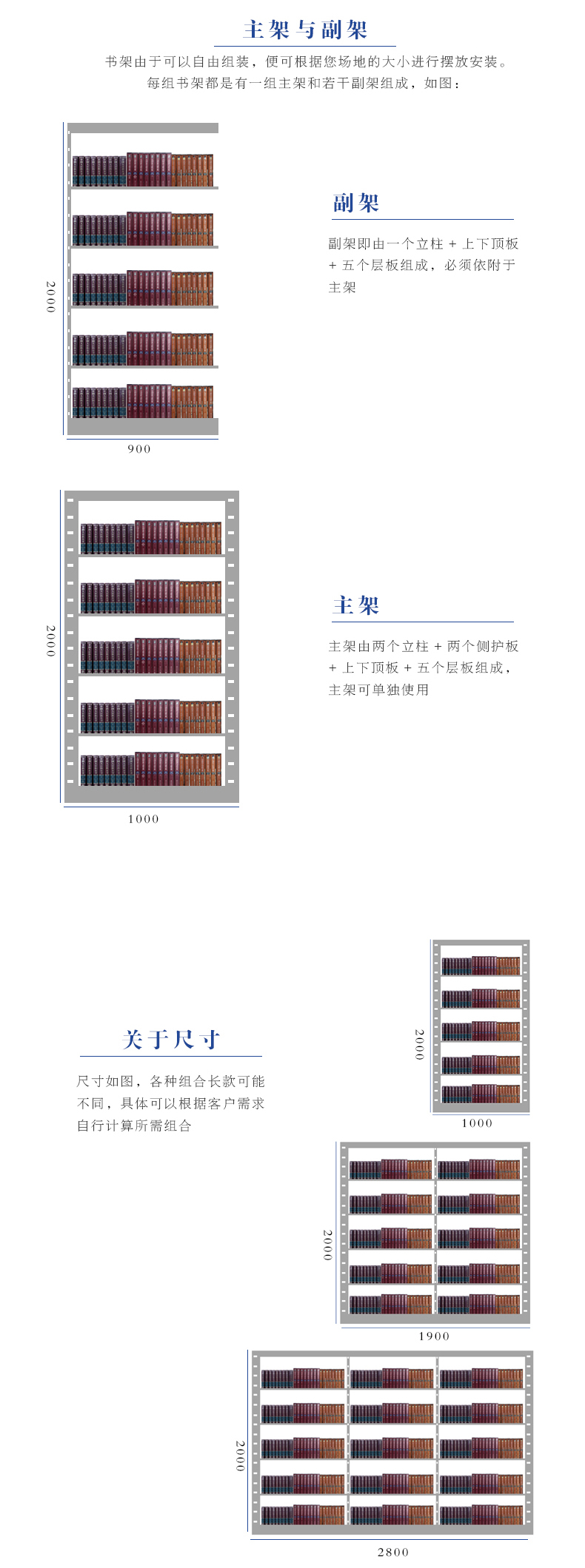
1、架体空间利用率>83%,利用率高、储藏量大。
2、架体顶部设有防尘板,防止高处灰尘掉落在书籍上。
3、组装件尺寸公差小,精确度高,互换性强,层板间距离可根据实际需要进行调节。
4、在温度-40℃―250℃,相对湿度40%―90%,海拔高度不大于6000M,地震强度不大于6级时,产品不生锈,不变形。
5、设计外形线条优美流畅,最新国际流行亚光静电喷塑,经久耐用、美观大方、立体感强,充分体现出现代文化氛围。
6、荷载能力:双面每层承重>70kg,配加强筋可达90kg。

六、金属表面处理及喷涂:
采用乳化剂和碱性助洗剂脱脂,磷酸除锈,锌系薄膜型磷化、钝化、清洗、风热干燥后进行亚光静电粉末喷涂,装饰防护性好,附着力强,工艺过程为:55℃―65℃热水脱脂―冷水清洗―除锈―冷水清洗―中和―表面调整―35℃―45℃热磷化―冷水清洗―干燥―55℃―65℃热钝化―喷塑(自动喷淋)―200℃高温溶塑―恒温固化。
七、生产质量要求:
1、焊接部位牢固,焊点均匀,不变形,焊纹匀称,平整,无烧焦,烧穿现象;
2、金属表面无裂痕,下料,冲压尺寸公差±<2mm。
3、折弯到位,保持所需角度。邻边垂直度,对边平行度不得<板材厚度的2倍。
4、表面涂层平整光滑,色泽均匀一致,不露底,剥落,起泡现象,无裂纹、划痕等缺陷。
八、安装质量要求:
1、架体与底架垂直值<2mm,整列全长公差±<4mm。
2、安装牢固可靠,无松动现象,整体不变形,不倾斜。
| 




