
̩�Ʒ���-����Ϳ����
��һ������Ϳ�����ص�
����Ϳ����ѡ��Ϊ���������ʹ��Ҫ���Ϳ�㣬Ӧ������ʹ�ù�������������Ϳ����ϵijɷ֡����ܡ������ص㡢Ϳ�����ܼ����õ�ʹ�û������ۺϿ��ǣ�ȷ�����ʵ���Ϳ���ϣ�����ѡ����Ϳ���ա�
����Ϳ���շ����϶࣬��ÿ�ַ����������������ŵ�;����ԣ��Ӳ�ͬ�ĽǶȽ�������Ϳ����ѡ��ó���ͬ������Ը��ٻ�����ͿΪ����������HVOF������Ϳ�������Ͻ𡢼������մ������ʱ���ɻ�ý��ǿ�ȸߣ���70MPa�������ܶȸߣ���϶�ʡ�1%���������ﺬ���ٵĸ�����Ϳ�㣬���ù��մ������гɱ��ϸߡ��Ի������������ϴ�����Ϳ�������մɵ�ȱ�㡣��ˣ���ѡ������Ϳ����ʱ��Ӧ��Ծ���������о�����������������Ϳ�����ܡ���Ϳ�������͡���Ϳ�������ܼ��ֳ�ʩ����Ӧ�Ե��ĸ�������з�����
һ����Ϳ������Ϊ�������ѡ��ԭ��
1����Ϳ����Ҫ�ߡ�ʹ�û���������Ҫ������Ϳ�����۵����2500�棬��ѡ���豸���ɱ��ϵ͵���-��Ȳ��������Ϳ���ա���һ�㹤���ߴ����ͳ����������ȡ�
2����Ϳ����Ҫ��ϸߡ����������϶��ӵĹ��ػ�ؼ���������ѡ�õ�������Ϳ���ա����������Ȳ������Ϳ��������������Ϳ�������¶ȸߣ��ܻ���֣����з������ԣ�Ϳ����ǿ�ȸߣ���϶�ʵ͡�
3��Ϳ��Ҫ����и߽��ǿ�ȡ����Ϳ�϶��ʱ���Խ���������մ�Ϳ�㣬��ѡ�ø��ٻ��棨HVOF����Ϳ���գ����������մ�Ϳ�㣬��ѡ�ø��ٵ�������Ϳ���գ���Plaz Jet��������Ϳ���������Ϳ�������Ľ���������մɣ������ѡ�ÿɿ����ջ��ѹ��������Ϳ���գ��� Ti��B4C��Ϳ�㡣
��������Ϳ��������Ϊ�������ѡ��ԭ��
1����Ϳ������Ͻ���ϣ�������ѡ��绡��Ϳ���ա�
2����Ϳ�մɲ��ϣ��ر����������մɲ��ϻ��۵㳬��3000���̼������������մɲ���ʱ��Ӧѡ���������Ϳ���ա�
3����Ϳ������Ϳ�㣬�ر���WC-Co��Cr3C2-NiCr�൪����Ϳ�㣬��ѡ�ø��ٻ�����Ϳ���գ�Ϳ��ɻ�����õ��ۺ����ܡ�
4����Ϳ����Ϳ��ʱ����ѡ�ÿɿ����ջ��ѹ��������Ϳ���ա�
������Ϳ�㾭����Ϊ�������ѡ��ԭ��
����Ϳԭ�ϳɱ����������£�����������Ϳ�����У��绡��Ϳ����Թ��ճɱ����Ҹù��վ�����ͿЧ�ʸߡ�Ϳ������弢���ǿ�Ƚϸߡ��ʺ��ֳ�ʩ�����ص㣬Ӧ������ѡ�õ绡��Ϳ���ա�
�ġ����ֳ�ʩ��Ϊ�������ѡ��ԭ��
���ֳ�ʩ��Ϊ��������й���ѡ��ʱ���绡��Ϳ������ǻ�����Ϳ�����ʽHVOF��С���ʵ�������Ϳ�豸Ҳ�����ֳ�������Ϳʩ����Ŀǰ�������˽���������Ϳ�豸��װ�ڿ����ƶ��Ļ������ϣ��γɿ��ƶ�����Ϳ���䣬�Ӷ� ���Զ�����ֳ���Ϳ��ҵ��
����������Ϳ��������
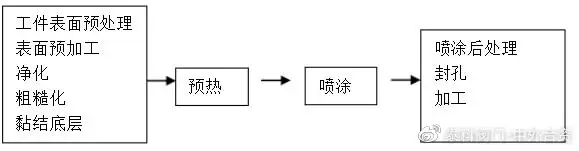
����Ϳ����һ�����3����������---��������Ԥ��������Ϳ��Ϳ����������������������ͼ��ʾ��
̩�Ʒ���-�������
�ֽ����������Ҫ���ݼ������£�
1.��������Ԥ����
Ϊ��ʹͿ��ͻ�����Ϻܺõؽ���Լ�������Ϳ���յ������ı���������Ԥ��������������Ԥ�ӹ����������ֲڻ�����ײ�ȼ������衣
��1�� ����Ԥ�ӹ�������Ϳ֮ǰ�Թ������г�����ĥ���ȱ���ӹ�������������ϵ�ԭ��Ϳ�㡢�������洦���㣨���㡢��̼��ȣ��������˺�ë�̣��������IJ�����ĥ��Ԥ����Ϳ���ȵȣ��Ա�֤���ʵĻ�����������Ϳ��ijߴ羫�ȡ�
��2�� ��������Ŀ���dz�ȥ��������������������֬�����ᡢ�⼣������Ƥ�������� ���ȡ����У��д����Ե�����֬���⼣���ʼ�˵�����������Ĺؼ��dz��ͺͳ��⡣���͵ķ����ܶ࣬��Ҫ�����ܼ���ϴ��ˮ����ϴ����ϴ����Һ������Һ����ϴ�������ϴ���黯Һ��ϴ����������ϴ�����ٽ������̼��ϴ��������֬�ȣ��������Ҫ�������л�ѧ���⡢�㻯ѧ���⡢������⡢��е���⣨��ɰ�����⡢�ֹ������������߳��⣩�ȡ�
��3�� �ֻ�����Ŀ���lj���Ϳ������ļ�ĽӴ��棬����Ϳ���뼯�ɵĻ�еҧ������ʹ�����������ı�����ӻ�������Ϳ������ĵĽ��ǿ�ȣ�ͬʱ���ı���ֻ����� ��Ϳ���еIJ���Ӧ���ֲ������ո�Ϳ��Ľ��ǿ��Ҳ�������ġ��ֻ������ķ�������ɰ����е�ӹ����糵���ơ�������������ë�ͺ�۴ֻ��ȣ�������ɰ��������õĴֻ�����������
��4�� ��ײ�������ͿһЩ�����ճ��õ�Ϳ�����ʱ����ѡ��һ���뼯�����ճ��õIJ�����Ϳһ����ɲ㣬�Լ�ǿͿ�������Ľ�ϡ���������ײ�IJ�����Mo��NiAl��NiCr������ͭ��,�ײ�ĺ��һ����0.08-0.18 ��m�� Mo��NiAl��NiCr������ͭ�ȣ��ײ�ĺ��һ����0.08-0.18 p m�������ʹֻ�����ķ����ܶ࣬ѡ��Ӧ���ݻ��ĵIJ��ʡ���״����ȡ�����ԭʼ״����Ϳ������Ҫ���Լ�ʩ�����������ض�ѡ��
2. Ԥ��
Ԥ�ȵ�Ŀ����Ϊ���������������ˮ�֣������ͿʱͿ����������¶ȣ����ٻ�����Ϳ����ϵ����Ͳ�����ɵIJ���Ӧ�����Ա����ɴ˵��µ�Ϳ�㿪�Ѻ���Ϳ���������ǿ�ȡ�Ԥ���¶�ȡ���ڹ����Ĵ�С����״�Ͳ����Լ����ĺ�Ϳ����ϵ�������ϵ�������أ�һ�������60?120��C��Χ����ʵԤ�Ȼ���������һ�������Ĺ���ʵ����������Ϳ��Ԥ����������ʱҲ��������Ԥ����֮�ڡ�
3. ��Ϳ
������������Ϳ���յ�����ؼ����������Ĺ�����Ϊ��֤�˶����еġ���Ϳ�IJ�����Ҫ��ѡ����Ϳ��������Ϳ��������Ϳ�ķ����ж��֣�����Ŀǰ���ڷ�չ�����ú�����Ϳ����������Ϳ��Ҫȡ����ѡ�õ���Ϳ���ϡ������Ĺ�������Ϳ��������Ҫ��0�磬��Ϳ�մ�ѡ�õ�������Ϳ����Ϳ̼��������շ��ɲ��ø��ٻ�����Ϳ��������Ϳ������ֻ�ܲ��û�����Ϳ������Ҫ�ڻ�����д�����������̵���Ϳ�Ļ�����������Ч�ĵ绡��Ϳ��˿�Ļ�����Ϳ�ǽϼѵ�ѡ����֮����Ϳ������ѡ��һ����˵�Ƕ����ģ�����ij��Ӧ����˵���С��ַ������ġ�Ϊ��ø�������Ϳ������Ǹ���ͿЧ�ʣ�Ӧ��ȷѡ����Ż���Ϳ���������Ҫ���Ϳ����ϡ���ǻ���ܺ����ľ����ȷ����
4.Ϳ�����
��ЩͿ������Ϳ����ֱ��ʹ�ã�������и��ֺ������������磬�����ڷ���ʴ��Ϳ��Ҫ��Ϧ��״������Է�ֹ��ʴ��������Ϳ��Ŀ�϶����ʴ���壻����Щ���ܳ��ĥ����Ӧ���غɵ��Ӳ㣬Ҫ�������ݴ�����ʹ�������Ľ�ϴ��Ի�е���Ϊ��ת��Ϊ�ձ���ν��ϣ������Ϳ��Ľ��ǿ�ȣ����磬���гߴ羫��Ҫ���Ϳ�㣬Ҫ�����ʵ��Ļ�е�ӹ��ȡ�
̩�Ʒ�������˾��һ�Ҽ��з�����ơ���������Ϊһ�����ҵ��ӵ�жദ�������أ������Ƚ������칤�պ�����ϵ��ͨ������ISO9001������ϵ��֤��ISO14001����������ϵ��֤��
̩�Ʒ�������˾��������רҵ����ůͨ������ˮ������ϵͳ��Ʒ���������̡����ֱ�����Ʒ����ҵ�����кܸߵ�֪���Ⱥ�Ӱ������
̩�Ʒ�������˾һ�����Բ�Ʒ����Ϊ��ҵ��������ּ�����ͻ��ṩ�ʺϵIJ�Ʒ�Ϳ�ݵ���ǰ�ۺ����